噴漆簡易水幕墻
脈沖中央除塵器 STL-BDCC-20000
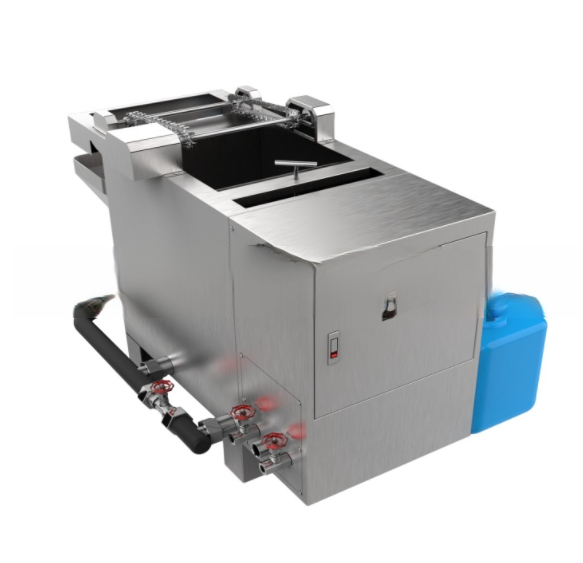
旁路式循環水處理機
干式打磨柜 STL-DM-系列
咨詢熱線13807107614
咨詢熱線:
13807107614
手機:138-0710-7614
郵 箱:2509422501@qq.com